- 0202 605020
- info@aretz-wuppertal.de
- Mo. - Fr.: 09:00 - 16:00 Uhr
SCHLEIFBEARBEITUNG
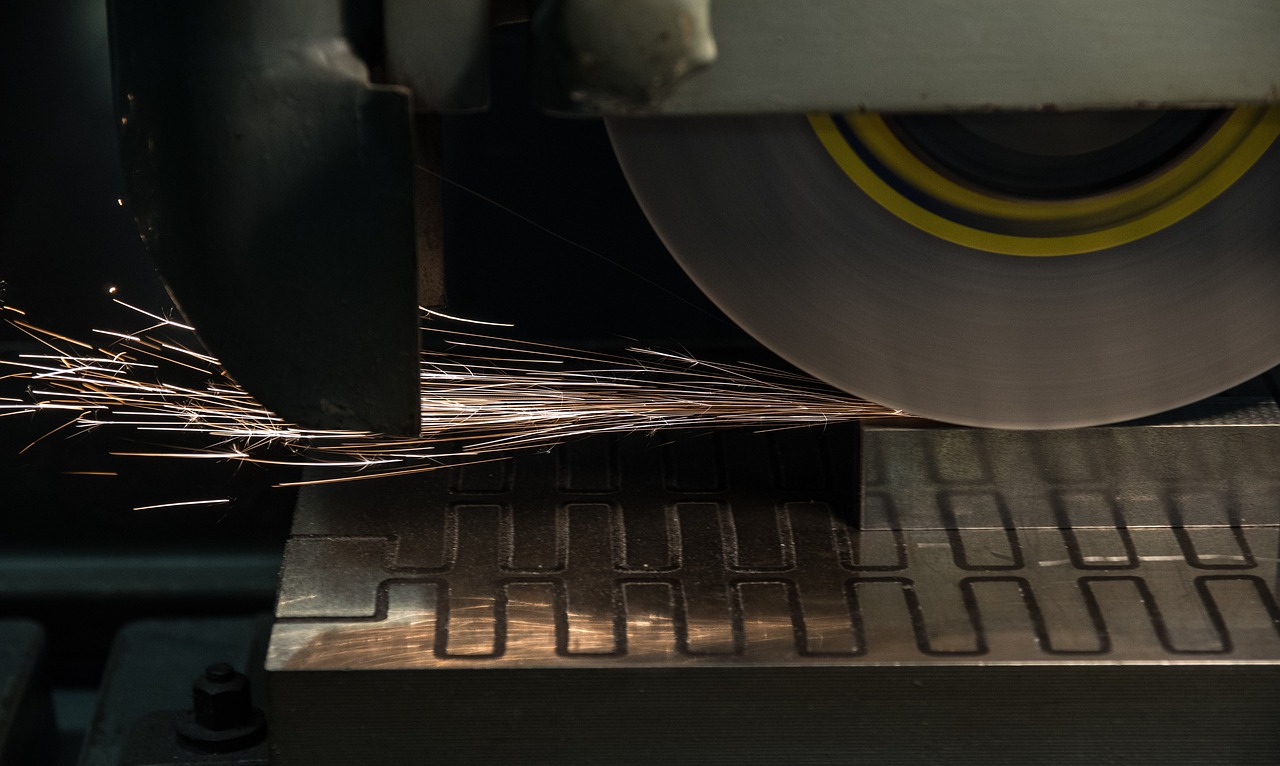
Der Prozess Schleifen beschriebt den Vorgang, wenn eine rotierende Scheibe mit einem abrasiven Werkstoff die Oberfläche eines Werkstückes verbessert. Schleifen ist in der Bearbeitungskette zumeist der letzte Arbeitsschritt. Auch nach dem Härten können die Bauteile ohne großen Verschleiß am Werkzeug und mit hoher Genauigkeit nachgearbeitet werden. Bei der Firma Stefan Aretz bieten wir verschiedene Schleifverfahren an, um den Qualitätsansprüche Ihrer Bauteile zu gerecht werden zu können:
- Koordinatenschleifen
- Flachschleifen
- Rundschleifen
So individuell wie Ihr Bauteil, ist auch der Fertigungsprozess in unserem Unternehmen. Nicht jedes Bauteil muss geschliffen werden, aber wenn Ihr Bauteil geschliffen werden muss, haben wir sicher das richtige Verfahren, um die Oberfläche Ihres Werkstückes perfekt zu finishen!
Flachschleifen
Gerade bei Führungsbauteilen sind häufig hohe Parallelitäten gefordert. Bauteile bis zu 300mm x 300mm x 100mm können auf unserer Flachschleifmaschine bearbeitet werden. Durch die Auswahl der Schleifscheibe, die Drehzahl und die Vorschubgeschwindigkeit kann das Schleifergebnis optimiert werden.
Falls Führungsbauteile mit einem bestimmten Profil geschliffen werden müssen, kann auf eine Profilscheibe zurückgegriffen werden. Mit der CNC-Steuerung kann die Position der Schleifscheibe exakt gesteuert werden, sodass ein wiederproduzierbares Ergebnis erzielt werden kann.
Rundschleifen
Bei gedrehten Bauteilen ist eine Schleifarbeit nach dem fertigen Drehprozess und einer anschließenden Härtung von Nöten. Beim Härten gibt es Verzug, der aber im fertigen Bauteil nicht akzeptiert werden kann, deswegen wird als letzter Arbeitsschritt das fertige und gehärtete Bauteil verschleißarm nachgearbeitet. Bei diesem Verfahren wird meist das Bauteil in eine rotierende Bewegung versetzt und an der feststehenden Schleifscheibe vorbeigeführt. Auch hierbei sind die Haupteinflussfaktoren des Schleifergebnisses das Material Schleifscheibe, die Drehzahl und die Vorschubgeschwindigkeit.